Rapid Prototyping & Additive Manufacturing
Rapid Prototyping & Additive Manufacturing are two relatively new technological domains. The related technologies allow reproducing components, regardless of their complexity of construction and the shape, with subtractive or additive approaches, usually in metal or plastic, starting from its mathematical definition by a 3D CAD and exploiting rapid, flexible and highly automated specific processes.
The main strengths of these techniques are:
- the possibility to fabricate in a very short time (from few hours to a few days) prototypes in a wide range of materials, regardless of shape and geometric complexity;
- the reduced cost of prototype development, if compared to other technologies, i.e. replication(embossing, molding, ...);
- the simplicity and speed in amending and correcting 3D design and the consequent new prototype.
- the possibility to exploit the synergy between material properties and complex design to obtain functional devices.
The designers have always exploited a bi-dimensional plane to communicate and evaluate their ideas, before you put them into practice. However, the designer is never absolutely confident that what he sees on the screen is a faithful representation of the concept that it intends to accomplish. Rapid prototyping is the most successful attempt to break through this barrier: to transform the images into a solid object, to touch and test in its geometric characteristics and, sometimes, structural and/or functional performances.
Research and development have favored the evolution of Rapid Prototyping systems in terms of performance (shorter processing times, lower dimensional tolerances, better surface finish, improved endurance with respect to variable environment conditions and mechanical, thermal and chemical stress). To date Rapid Prototyping techniques and equipments are simple to use, the quality of the prototypes, in terms of dimensional accuracy, surface roughness and mechanical performance, is growing, a wide range of materials is available, moreover constantly updating. Ultimately, these technologies are considered full-fledged means for rapid development of products and equipment in a multitude of industries and technical or scientific sectors.
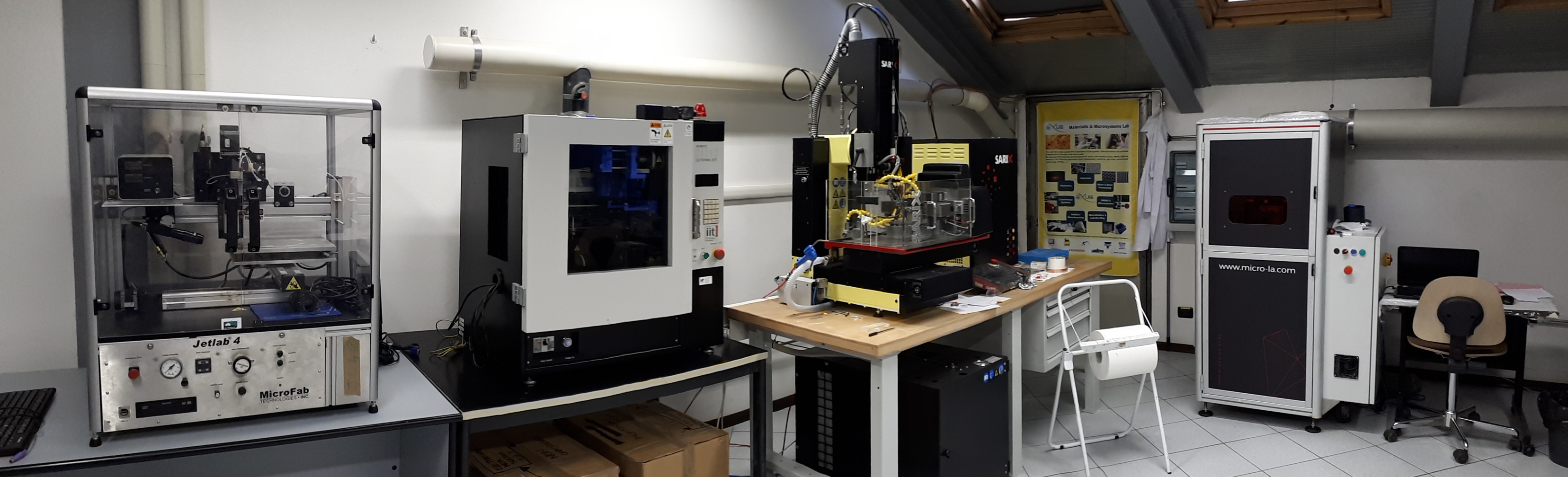
The Laboratories have access to a significant set of Rapid Prototyping & Additive Manufacturing technologies:
- Ink-Jet 3D Printing: the 3D prototype is built by an additive technique (additive manufacturing), layer-by-layer, overlapping layers of 2 commercial polymers photo-crosslinked by UV irradiation (a structural polymer and a sacrificial one used for the implementation of undercuts, easily removable by water jet) which are ejected through a special system of heads as a sort of ink-jet printer-like. Printing resolution down to 28 microns is achievable.
- 3D Plastic Sintering: the 3D prototype is built by an additive technique (additive manufacturing), layer by layer, superimposing successive layers of thermoplastic powders sintered in-situ by irradiation with a focused laser beam. The laser beam pattern allows the possibility of introducing also recesses and undercuts (regions with non-sintered powder). No support material is necessary and therefore there is no removal post-process.
- MicroStereoLithography: the 3D prototype is built by an additive approach (additive manufacturing). A galvanometric head drives the UV laser spot on the liquid resin surface inducing a layer-by-layer controlled cross-linking. Our customized system allows the user to modify not only hardware components and software/firmware parameters (such as laser power, hatch spacing, laser speed, layer thickness, hatching direction) but also the material. In this way composites materials and new polymeric formulations with tunable properties can be obtained.
- Fused Deposition Modeling: the plastic filament is channeled inside an extruder and transferred to a heated nozzle which brings the material to the melting temperature and releases it to the semi-fluid state on the work surface to build a 3D object. Resolution: 500 µm (X and Y axis). Layer Thickness: 150 µm.
- DLP printers: this kind of VAT printing uses a digital light projector (DLP) as light source for curing photo-reactive liquid formulations. The light source projects the layer design on the transparent bottom of the VAT inducing the solidification of the entire layer at once. This implies shorter production times with respect to the point-to-point printing techniques. The DLP resolution depends on the light source characteristics. In our laboratories 3 DLP machines are available:
- ASIGA MAX-X27 UV equipped with a LED light source emitting at 385 nm, x-y resolution 27 μm
- ASIGA PICO2 LED light source emitting at 405 nm, X-Y resolution 50 μm
- Robotfactory DLP printer with a visible light broad emission projector, X-Y resolution 50 μm
- Micro Electro Discharge Machining: micro-scale electro-induced erosion technique (subtractive approach) for processing of complex 3D shapes, even characterized by a high aspect ratio, in conductive materials (metals or heavily doped semiconductors) by localized removal of the material through the generation of high frequency sparks between a tool and the workpiece. The tool and the workpiece are immersed in a dielectric fluid (typically an oil) and maintained at a mutual distance of a few microns. Typical performances are resolution processing order of a few µm and very low surface roughness (from 0.1 Ra to 0.05 Ra).
- CNC Milling: prototyping technique for polymeric materials and/or metals by serial removing through a cutting rotary tool (subtractive technique). Positioning accuracy of 10 µm. Minimum diameter of the installed tool equal to 500 µm.

Our current applications in this field are:
- customized packaging and models fabrication for microfluidics, microsensors, electronics and biomedical applications;
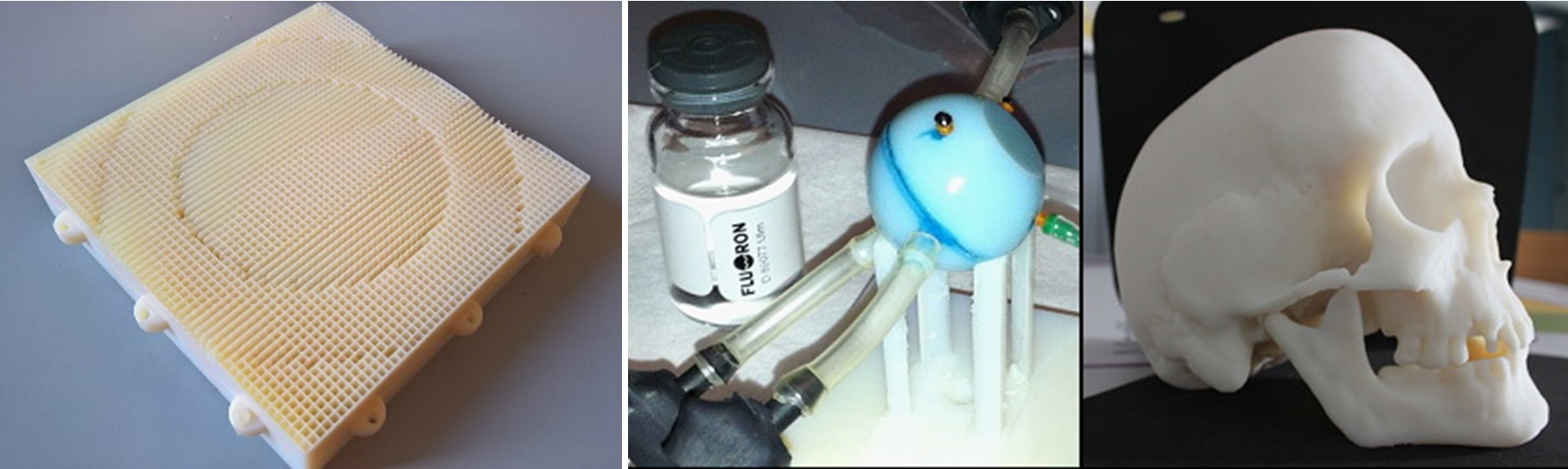
- development of customized materials provided with functional properties (electrical and/or thermal conductivity, piezoresistivity, tailored dielectric constant, …) and suitable for 3D Printing;

- integration of the Additive Manufacturing approach with different polymers laser-based micromachining (cutting, bonding, two-photon polymerization, ...) and assembly (pick&place) technologies.
Contact information
Matteo Cocuzza
Tel. +39 011 090 7392
matteo.cocuzza@infm.polito.it
Valentina Bertana
Tel. +39 011 911 4899
valentina.bertana@polito.it
Luciano Scaltrito
Tel. +39 011 090 7337
luciano.scaltrito@polito.it
Ignazio Roppolo
Tel. +39 011 090 7393
ignazio.roppolo@polito.it